+8613505407298
+8613505407298 trihope@aliyun.com
trihope@aliyun.com





Cnc ਐਲੂਮੀਨੀਅਮ ਐਕਸਟਰਿਊਜ਼ਨ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਕੀਮਤ - ਉੱਪਰ ਵੱਲ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਆਕਸੀਜਨ-ਮੁਕਤ ਤਾਂਬੇ ਦੀ ਰਾਡ ਉਤਪਾਦਨ ਲਾਈਨ - ਟ੍ਰਾਈਹੋਪ ਵੇਰਵਾ:
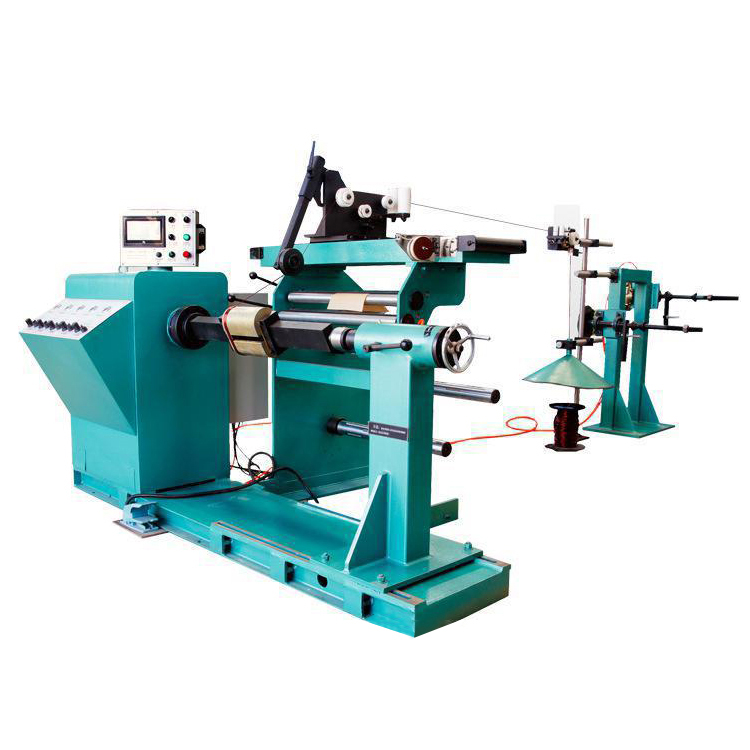
ਕਰਾਫਟਵਰਕ ਵਹਾਅਦੇਵਿੱਚpward ਲਗਾਤਾਰ ਕਾਸਟਿੰਗ ਕਾਪਰ ਰਾਡ ਉਤਪਾਦਨ ਲਾਈਨ:
ਕੈਥੋਡ ਕਾਪਰ → ਪਿਘਲਣ ਵਾਲੀ ਭੱਠੀ → ਪਰਿਵਰਤਨ ਘਰ → ਹੋਲਡਿੰਗ ਫਰਨੇਸ → ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ (ਕ੍ਰਿਸਟਲ ਮੋਲਡਿੰਗ) → ਕਾਸਟਿੰਗ ਰਾਡ → ਟੇਕ-ਅੱਪ ਡਿਵਾਈਸ → ਵਿਕਰੀ ਜਾਂ ਅੱਗੇ ਉਤਪਾਦਨ
ਕੈਥੋਡ ਕਾਪਰ ਨੂੰ ਸਿੱਧੇ ਤੌਰ 'ਤੇ QW2 ਮਿਸ਼ਰਤ ਭੱਠੀ ਦੀ ਪਿਘਲਣ ਵਾਲੀ ਭੱਠੀ ਵਿੱਚ ਪਾਓ। ਇਹ ਬਾਰੰਬਾਰਤਾ ਇੰਡਕਟਰ ਦੁਆਰਾ ਤਰਲ ਵਿੱਚ ਪਿਘਲ ਜਾਵੇਗਾ. ਅਤੇ ਤਾਂਬੇ ਦਾ ਤਰਲ ਆਪਣੇ ਆਪ ਹੀ ਹੋਲਡਿੰਗ ਭੱਠੀ ਵਿੱਚ ਹੜ੍ਹ ਜਾਵੇਗਾ ਅਤੇ ਸੁਚਾਰੂ ਰੂਪ ਵਿੱਚ ਪਰਿਵਰਤਨ ਘਰ ਵਿੱਚੋਂ ਲੰਘ ਜਾਵੇਗਾ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਢੱਕੇ ਹੋਏ ਕੋਲੇ ਦੁਆਰਾ ਡੀਆਕਸੀਡਾਈਜ਼ ਕੀਤਾ ਜਾਵੇਗਾ। ਹੋਲਡਿੰਗ ਫਰਨੇਸ ਵਿੱਚ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੇ ਕ੍ਰਿਸਟਲਾਈਜ਼ਰ ਦੁਆਰਾ ਤਾਂਬੇ ਦਾ ਤਰਲ ਤੇਜ਼ੀ ਨਾਲ ਕਾਸਟਿੰਗ ਰਾਡ ਬਣ ਜਾਵੇਗਾ। ਫਿਰ ਇਸ ਨੂੰ ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਦੇ ਡਬਲ-ਕਢਵਾਉਣ ਵਾਲੇ ਰੋਲਰ ਦੁਆਰਾ ਖਿੱਚਿਆ ਜਾਵੇਗਾ। ਜਦੋਂ ਕਾਸਟਿੰਗ ਰਾਡ ਨੂੰ ਢੋਣ-ਬੰਦ ਕਰਨ ਵਾਲੇ ਯੰਤਰ ਤੋਂ ਬਾਹਰ ਕੱਢਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇਸਨੂੰ ਆਈਡਲਰ ਪੁਲੀ ਫ੍ਰੇਮ ਅਤੇ ਟੇਕ-ਅੱਪ ਸੀਮਤ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੁਆਰਾ ਟੇਕ-ਅੱਪ ਡਿਵਾਈਸ ਵੱਲ ਲੈ ਜਾਇਆ ਜਾਵੇਗਾ।
ਤਕਨੀਕੀ ਪੈਰਾਮੀਟਰਲਈਵਿੱਚpward ਲਗਾਤਾਰ ਕਾਸਟਿੰਗ ਉਤਪਾਦਨਮਸ਼ੀਨ:
| ਸਾਲਾਨਾ ਆਉਟਪੁੱਟ: | 5,000 ਟਨ |
| ਭੱਠੀ: | 3 ਚੈਂਬਰ (2 ਪਿਘਲਣ; 1 ਹੋਲਡਿੰਗ ਚੈਂਬਰ) |
| ਸਟ੍ਰੈਂਡ ਦੀ ਮਾਤਰਾ: | 10 |
| ਡੰਡੇ ਦਾ ਵਿਆਸ: | ф8~20mm |
| ਰਾਡ ਮੋਹਰੀ ਗਤੀ: | f8~φ20 ਮਿਲੀਮੀਟਰ: 0~2800mm/min; |
| ਪਿੱਚ: | 2.5 ~ 6mm ਵਿਵਸਥਿਤ |
| ਸਾਲਾਨਾ ਕੰਮ ਕਰਨ ਦਾ ਸਮਾਂ: | 7920ਹ |
| ਮੁਕੰਮਲ ਕੋਇਲ ਦਾ ਆਕਾਰ: | φ900×φ1550×1000(ਮਿਲੀਮੀਟਰ) |
| ਵੋਲਟੇਜ: | 380V 50Hz |
| ਸਥਾਪਿਤ ਸ਼ਕਤੀ: | 480 ਕੇ.ਵੀ.ਏ |
| ਪਿਘਲਣ ਦੀ ਸਮਰੱਥਾ: | 700kg/h |
| ਅਧਿਕਤਮ ਓਪਰੇਟਿੰਗ ਪਾਵਰ | 240~260 ਕਿਲੋਵਾਟ |
| ਬਿਜਲੀ: | ≤340kwh/T |
| ਚਾਰਕੋਲ: | ≤15 ਕਿਲੋਗ੍ਰਾਮ |
| ਰਾਡ ਲੈ-ਅੱਪ | f8~φ20mm ਆਟੋ ਕੋਇਲਿੰਗ, ਟ੍ਰੈਵਰਸਿੰਗ |
| ਪਦਾਰਥ ਫੀਡ: | ਕੈਥੋਡ ਪੈਨਲ ਲਹਿਰਾ ਕੇ ਫੀਡ |
| ਕਾਸਟਿੰਗ ਮਸ਼ੀਨ ਵਿੱਚ ਰਾਡ ਕਲਿੱਪ: | ਨਯੂਮੈਟਿਕ |
| ਸਰਵੋ ਮੋਟਰ ਕੰਟਰੋਲ: | ਟਚ ਸਕਰੀਨ |
| ਭੱਠੀ ਕੰਟਰੋਲ: | ਵੋਲਟੇਜ ਕਨਵਰਟਰ |
ਉਤਪਾਦ ਵੇਰਵੇ ਦੀਆਂ ਤਸਵੀਰਾਂ:


ਸੰਬੰਧਿਤ ਉਤਪਾਦ ਗਾਈਡ:
Cnc ਐਲੂਮੀਨੀਅਮ ਐਕਸਟਰਿਊਜ਼ਨ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਕੀਮਤ - ਉੱਪਰ ਵੱਲ ਨਿਰੰਤਰ ਕਾਸਟਿੰਗ ਆਕਸੀਜਨ-ਮੁਕਤ ਤਾਂਬੇ ਦੀ ਰਾਡ ਉਤਪਾਦਨ ਲਾਈਨ - ਟ੍ਰਾਈਹੋਪ, ਉਤਪਾਦ ਪੂਰੀ ਦੁਨੀਆ ਨੂੰ ਸਪਲਾਈ ਕਰੇਗਾ, ਜਿਵੇਂ ਕਿ: , , ,
 ਦੁਆਰਾ - ਦੁਆਰਾ -
ਦੁਆਰਾ - ਦੁਆਰਾ -